注塑模尼龙胶塞与扣机的区别与选用技巧
在注塑模具设计与生产过程中,尼龙胶塞(又称树脂开闭器)与扣机均是控制模具开模顺序、保障产品成型质量的关键辅助部件,但二者的工作原理、结构特性、适用场景存在显著差异,选用不当易导致模具故障、产品缺陷(如粘模、水口断裂、分型面错位等)。本文将详细拆解二者的核心区别,并结合实操经验给出针对性选用技巧,助力模具设计与生产高效推进。
一、注塑模尼龙胶塞与扣机的核心区别
尼龙胶塞与扣机的区别贯穿工作原理、结构设计、功能侧重等多个维度,核心差异可通过以下维度清晰区分,兼顾理论性与实操性,适配模具行业实际应用场景。
(一)工作原理差异
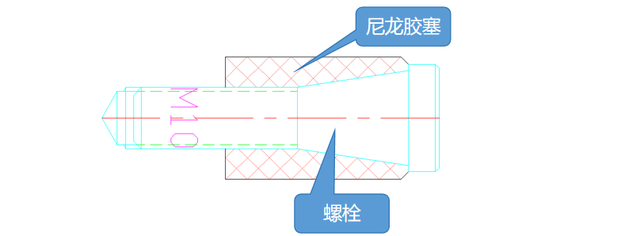
尼龙胶塞:核心依靠摩擦力实现开模控制,属于“柔性限位”部件。其主体为尼龙材质(常用日本尼龙树脂+SCM435材质),通过锁紧锥形螺栓调整尼龙套与模板之间的摩擦力,进而增加定、动模之间的开模阻力,迫使模具按照预设顺序分型(如优先打开流道板与面板,再打开定模板与动模板),无明确的机械锁合与解锁动作,依靠摩擦力的临界值实现开模分离。尼龙胶塞自身可耐热150℃,但实际使用中受锁紧应力影响,建议在80℃以下工况使用,避免耐热性下降导致功能失效。
扣机:核心依靠机械结构的锁合与解锁实现开模控制,属于“刚性限位”部件。通过扣机拉杆、扣机楔块、扣机座等组件的机械配合(部分配备压簧等弹性件),实现模具各模板的精准锁合,开模时通过模具运动触发解锁机构(如扣机座顶推扣机楔块缩回),解除锁合状态,严格控制各分型面的开模顺序与行程,锁合与解锁动作明确、可控,不受摩擦力波动影响。
(二)结构设计差异
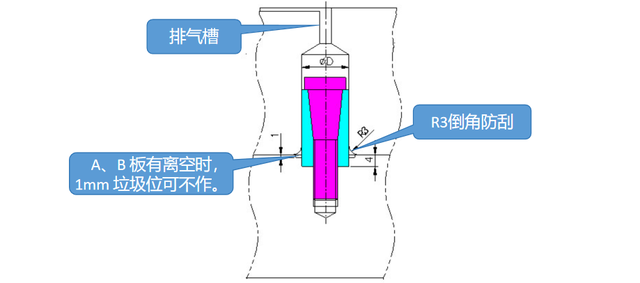
尼龙胶塞:结构简单,体积小巧,主要由尼龙塞、锥形螺栓、安装座组成,无复杂传动部件。设计与安装时,尼龙塞需嵌入动模板3mm,定模板开口处需倒圆角R并抛光,避免刮伤尼龙塞、降低使用寿命,同时定模板孔底部需增设排气装置,防止开模时产生真空。其圆度可达到0.01mm以内,能有效提升与模板的接触面积,保障摩擦力稳定。
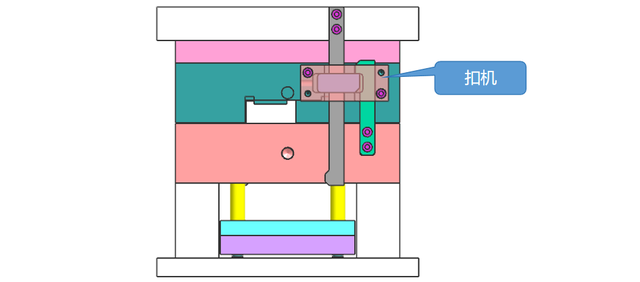
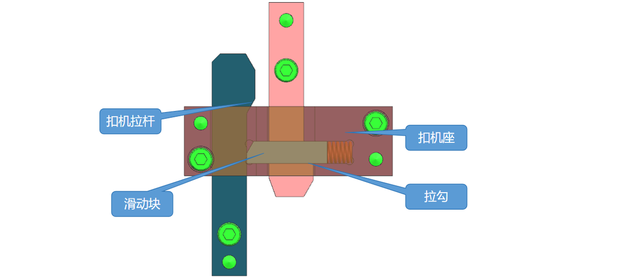
扣机:结构复杂,属于组合式机械部件,常见组件包括扣机座、扣机拉杆、扣机楔块、扣机固定块、弹性件(压簧)、限位件等,部分型号还配备调节块用于调整开模行程。扣机可分为内安装型与外安装型:内安装型安装于模具内部,节约空间且不影响模具美观,可避免运输过程中意外碰撞损坏;外安装型安装于模具外部侧面,安装维护便捷,锁模力度大,适配各类模具。不同品牌的扣机结构略有差异,如HASCO扣机规格多样,STRACK扣机则侧重大行程控制。
(三)功能侧重差异
尼龙胶塞:功能单一,仅用于控制开模顺序,核心作用是“提供开模阻力”,无精准行程控制能力。主要应用于三板模中,确保流道板与面板优先分离,实现水口与产品的顺利脱离,同时可辅助防止模具分型面错位,但无法承受较大的锁模力,不适用于复杂开模场景(如二次顶出、多次分型)。其摩擦力可通过锥形螺栓的锁紧量调整,适配不同模具的阻力需求。
扣机:功能全面,不仅能精准控制开模顺序,还能严格限制开模行程,部分型号可实现二次顶出、前模顶出等复杂动作,甚至能通过调节块调整开模行程,适配多样化开模需求。其锁合力度大、可靠性高,可用于控制模具各模板的有序分离,避免模具碰撞、零件损坏,适用于复杂结构模具(如多分型面、深腔、薄壁产品模具),能承受较大的锁模力与开模冲击力。
(四)其他关键差异
二、注塑模尼龙胶塞与扣机的选用技巧
选用的核心原则的是:结合模具结构、产品特性、生产需求(批量、精度)、成本预算,优先匹配部件的功能与工况,避免“大材小用”或“适配不足”,具体技巧可分为以下4个维度,结合实际应用场景给出明确指引。
(一)根据模具结构选用
1. 三板模(需分离流道板与面板):若仅需控制开模顺序(优先打开流道板,实现水口与产品分离),且模具规模较小、锁模力要求低,优先选用尼龙胶塞。其结构简单、安装便捷,可有效降低模具设计与制造成本,同时满足基础开模顺序控制需求,尤其适合细水口模具的简单分型场景。若三板模存在多分型面、二次顶出等复杂结构,或模具重量较大、锁模力要求高,需选用扣机,确保开模顺序精准可控,避免分型面错位、模具损坏。
2. 二板模:若模具无复杂开模顺序要求,仅需轻微限位、防止分型面错位,可选用尼龙胶塞;若二板模存在二次顶出、前模顶出,或产品结构复杂(如深腔、薄壁),需严格控制开模行程,避免产品粘模、变形,优先选用扣机,依靠刚性锁合保障开模稳定性。
3. 大型模具(重量超过1000kg):优先选用扣机,如DME、STRACK品牌扣机,其锁合力度大、结构稳定,可承受较大的开模冲击力,同时能精准控制开模行程;尼龙胶塞仅可作为辅助限位部件,无法单独满足大型模具的锁合与开模控制需求,需配合扣机使用或直接选用扣机替代。
(二)根据产品特性选用
1. 普通产品(结构简单、精度要求低,如日用品、简单外壳):批量生产时,若模具结构简单,可选用尼龙胶塞,成本低廉且能满足基础开模需求,同时便于维护更换,降低生产总成本。
2. 精密产品(精度要求高、表面质量要求高,如电子外壳、医疗配件):优先选用扣机。扣机的刚性锁合的结构可避免开模过程中分型面错位、模具振动,减少产品毛边、变形等缺陷,同时精准控制开模行程,确保产品脱模顺畅,保障产品一致性,尤其适合大批量精密生产场景。
3. 复杂产品(多型腔、深腔、薄壁、倒扣结构):必须选用扣机。此类产品脱模难度大,需严格控制开模顺序与行程,避免产品粘模、拉裂、变形,扣机的机械锁合与解锁功能可精准匹配复杂脱模需求,同时能承受较大的锁模力,保障生产稳定性;尼龙胶塞精度不足、锁合力有限,无法适配此类复杂产品生产。
(三)根据生产需求与成本选用
1. 小批量生产、试模阶段:优先选用尼龙胶塞。其成本低廉、安装便捷,可快速适配模具,且便于调整与更换,能降低试模成本,同时满足小批量生产的基础开模需求;若试模过程中发现开模顺序不稳定、锁合力不足,可后续替换为扣机。
2. 大批量、连续生产:优先选用扣机。扣机稳定性高、使用寿命长,可减少维护频率与停机时间,降低长期生产的维护成本,同时能精准控制开模动作,减少产品缺陷率,提升生产效率;尼龙胶塞长期使用易磨损,需频繁更换,会增加停机时间与维护成本,不适用于大批量连续生产场景。
3. 成本预算有限:若模具结构简单、产品要求不高,选用尼龙胶塞;若预算充足,且模具结构复杂、产品精度要求高,优先选用扣机,避免因部件适配不足导致模具故障、产品报废,反而增加额外成本。常用扣机品牌有HASCO、MISUMI、DME等,可根据预算与模具需求选择,其中MISUMI扣机价格适中、适配小型模具,HASCO扣机规格多样、性价比高,STRACK扣机价格较高,适合大型复杂模具。
(四)根据安装与维护条件选用
1. 模具安装空间有限:优先选用尼龙胶塞,其体积小巧,可安装于模具内部狭小空间,无需占用过多模具空间,且安装无需复杂加工;若安装空间充足,可选用扣机,尤其外安装型扣机,安装维护便捷,且不影响模具内部结构布局。
2. 维护条件有限(如无专业维护人员、维护设备简单):选用尼龙胶塞,其维护简单,仅需定期检查磨损情况、调整锥形螺栓锁紧量,无需专业技术与设备;扣机维护相对复杂,需定期检查机械部件的磨损、润滑情况,调整调节块位置,适合具备专业维护能力的生产场景。
3. 特殊工况(如高温、高频率开模):优先选用扣机,其机械结构耐高温、耐磨损,可适应高频率开模需求;尼龙胶塞受温度影响较大,高温环境下易老化、磨损,使用寿命缩短,需频繁更换,不适用于高温、高频率工况。
三、选用注意事项
四、总结
尼龙胶塞与扣机的核心区别在于“柔性摩擦限位”与“刚性机械锁合”:尼龙胶塞结构简单、成本低廉、安装便捷,适用于中小型、简单结构模具,侧重基础开模顺序控制,适合小批量生产与试模场景;扣机结构复杂、精度高、稳定性强、功能全面,适用于大型、复杂结构模具,侧重精准开模顺序与行程控制,适合大批量、精密生产场景。
选用时,需核心把握“模具结构适配、产品精度匹配、生产需求契合、成本预算合理”四大原则,结合安装维护条件与工况要求,灵活选择单一部件或组合使用,确保模具运行稳定、产品质量达标,同时兼顾生产效率与成本控制,为注塑生产提供可靠的模具辅助保障。