模具斜顶的产品设计规范(指导手册)
面向模具斜顶的产品设计规范(DFM指导手册)
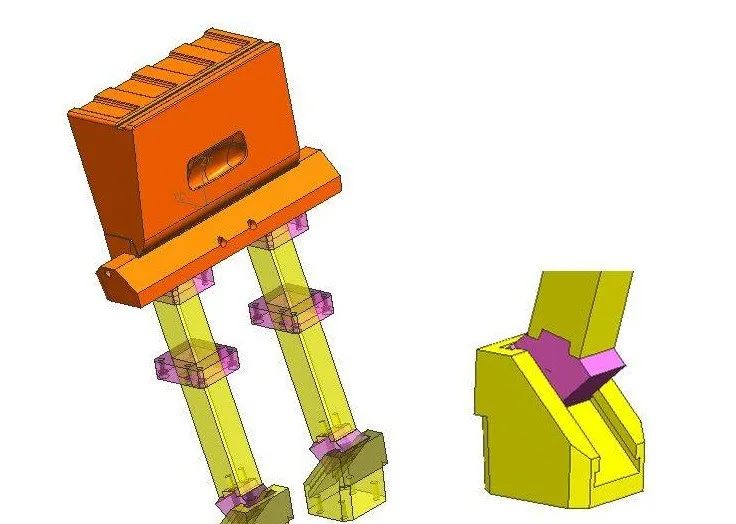
核心原则:产品设计决定斜顶可行性!设计不当的倒扣会导致模具结构复杂、寿命缩短、成本飙升
一、斜顶兼容性黄金法则
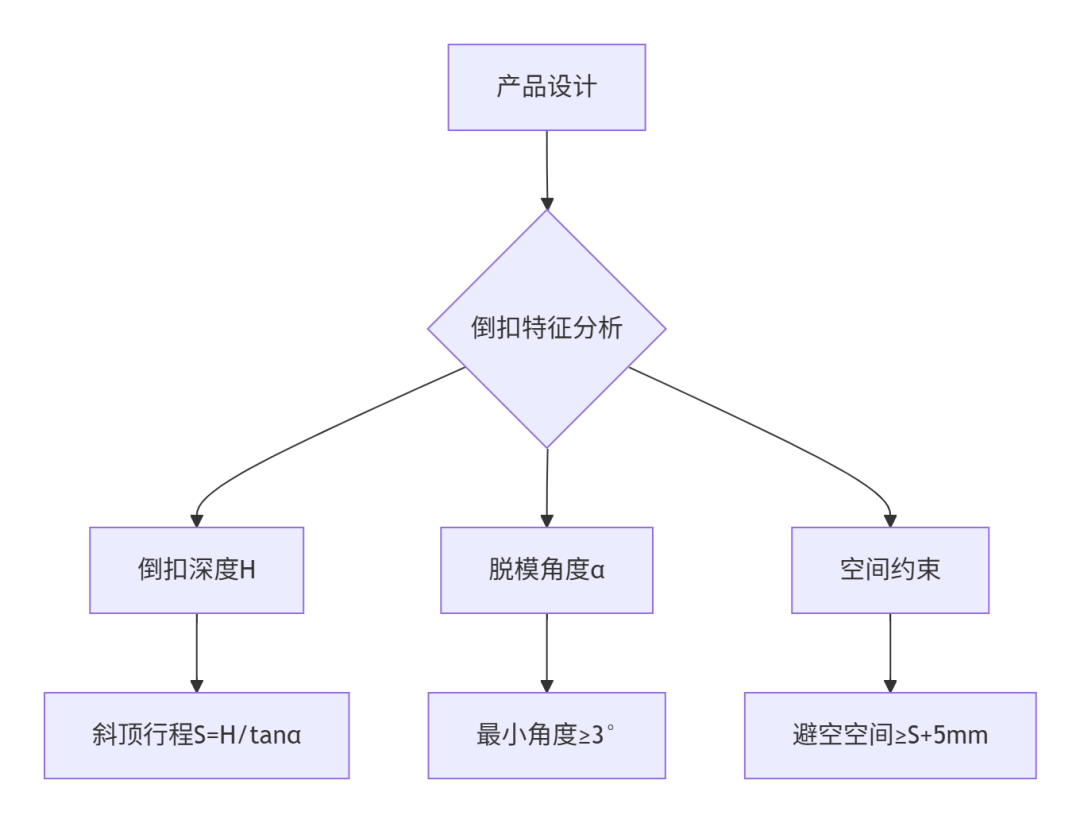
二、倒扣设计参数规范
1. 基本结构要求
参数 | 最低要求 | 推荐值 | 超标风险 |
|---|---|---|---|
倒扣深度H | ≤15mm | ≤8mm | 斜顶过长易断裂 |
脱模角α | ≥1° | ≥3° | 产品拉伤/粘模 |
侧壁间隙 | ≥0.5mm | ≥1.0mm | 斜顶运动干涉 |
根部圆角R | ≥0.3mm | ≥0.5mm | 应力集中开裂 |
2. 空间约束条件
最小避空高度:H_min = H + L×sinα + 5mm最小避空宽度:W_min = W + 2×(L×cosα)
其中:
H:倒扣深度
L:斜顶长度
α:斜顶角度
三、不同材料的斜顶设计差异
材料 | 收缩率 | 倒扣补偿量 | 特殊要求 |
|---|---|---|---|
ABS | 0.5-0.7% | 倒扣尺寸×1.005 | 可接受较小脱模角(≥1°) |
PC | 0.7-0.9% | 倒扣尺寸×1.007 | 需较大脱模角(≥3°) |
PP | 1.5-2.0% | 倒扣尺寸×1.015 | 倒扣深度需减少20% |
POM | 1.8-2.5% | 倒扣尺寸×1.020 | 严禁尖角(R≥0.5mm) |
PC+GF30% | 0.3-0.5% | 倒扣尺寸×1.003 | 高磨损区域需耐磨镶件 |
注:补偿量应用于倒扣尺寸,避免收缩后倒扣过大导致斜顶卡死
四、产品结构优化方案
1. 倒扣形态改良
■ 改良前:直角倒扣(α=0°)问题:斜顶无法脱模,必须采用复杂滑块结构
■ 改良后:
方案1:增加脱模角(α≥3°)→ 可采用斜顶
方案2:改为波浪形倒扣 → 简化斜顶结构
方案3:分解为多个小倒扣 → 减少抽芯力
2. 加强筋布局准则
不良设计 | 优化方案 | 收益 |
|---|---|---|
筋位正对倒扣 | 筋位偏移≥2mm | 避免斜顶避空孔破筋 |
深筋无脱模角 | 增加脱模角(≥1°) | 减少包紧力60% |
环形筋位 | 改为间断式筋位 | 避免斜顶运动干涉 |
五、斜顶区域产品设计禁忌
1. 几何形状禁忌
❌ 倒扣底部尖角(必须R≥0.3mm)
❌ 倒扣侧面无脱模角(必须α≥1°)
❌ 深孔位于斜顶行程路径上
❌ 壁厚突变在倒扣区域
2. 结构设计禁忌
❌ 螺丝柱正对倒扣区
❌ 高外观要求面设在斜顶动作区
❌ 小间距倒扣(<5mm)未合并设计
❌ 斜顶上方布置深腔结构
六、DFM检查清单(产品设计阶段)
1. [ ] 倒扣深度检查:H≤15mm(PC料)或H≤20mm(PP料)2. [ ] 脱模角确认:α≥3°(外观面)或α≥1°(非外观面)
3. [ ] 避空空间验证:高度≥H+10mm,宽度≥W+5mm
4. [ ] 圆角设计:根部R≥0.3mm,周边R≥0.5mm
5. [ ] 收缩补偿:倒扣尺寸×(1+材料收缩率)
6. [ ] 筋位避让:偏移距离≥2mm,避免与斜顶干涉
7. [ ] 表面要求:斜顶动作区不得为A级外观面
8. [ ] 结构简化:合并相邻倒扣,减少斜顶数量
七、经典案例解析
案例1:汽车连接器端子倒扣
原设计:4个深2mm直角倒扣(α=0°)
问题:斜顶无法脱模,需4个复杂滑块
优化:倒扣改为α=3°,深度减至1.5mm
结果:采用2个斜顶即可,成本降低40%
案例2:家电按钮周边倒扣
原设计:连续环形倒扣(宽1.5mm,深1mm)
问题:斜顶需整体抽芯,结构脆弱
优化:改为6段间断式倒扣(间隔2mm)
结果:斜顶强度提升300%,寿命延长
八、与模具工程师的协作要点
早期介入:产品设计阶段即邀请模具工程师评审
数据交换:提供带收缩率的3D模型(STEP格式)
明确标注:在图纸上特殊注明斜顶区域及要求
样品验证:快速原型验证倒扣脱模可行性
终极建议:
产品设计师应牢记:每增加1°脱模角,模具寿命延长10万模次
设计口诀:
倒扣莫做直角弯,三度起坡保平安
避空预留十分足,圆角加大不断杆
收缩补偿要乘上,筋位避开运动端
前期沟通多一点,后期省心又省钱
遵循此规范,可确保95%的倒扣结构可采用斜顶脱模,大幅降低模具复杂度和成本