模具滑块(行位)结构要点,原理与案例讲解
2025-11-10
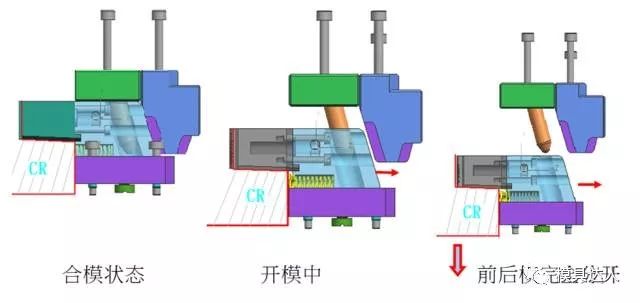
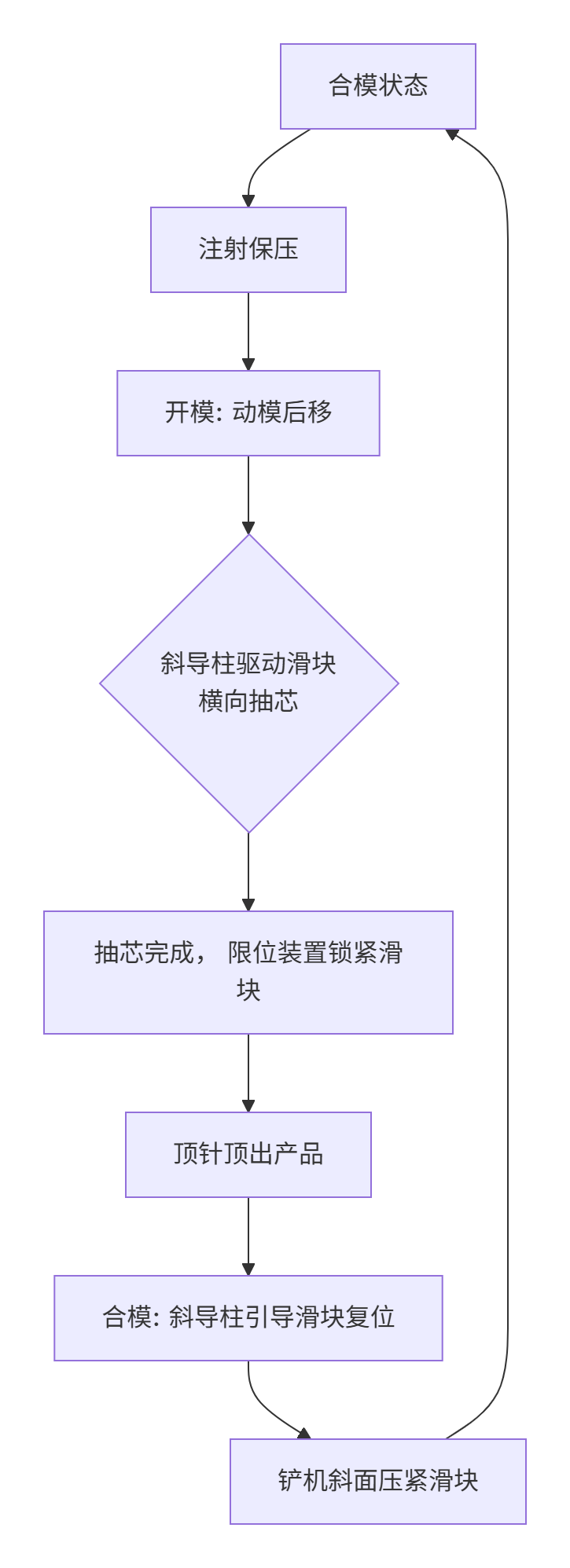
一、工作原理:如何实现侧向运动?
合模与注射: 滑块在铲机(锁紧块)的推动下复位,与斜导柱配合,到达最终成型位置。 铲机通过斜面锁紧滑块,承受注射时巨大的塑料压力,防止滑块后退产生飞边。 模具闭合,进行注射保压。 开模与抽芯: 注塑机拉动模具的动模部分和定模部分分离。 动模板带动斜导柱一起向后运动。由于斜导柱是倾斜的,它会通过滑块上的斜孔,给滑块一个侧向分力,迫使滑块沿着导滑槽向后(向外)运动,实现倒扣区域的抽芯。 完全抽芯与顶出: 当开模行程达到设定值时,斜导柱与滑块脱离,滑块在弹簧钉(或限位螺丝、波子螺丝)的作用下,被限制在最终位置,防止其自由滑动。 此时,产品的侧向倒扣已无阻碍,模具可以进行顶出动作,将产品顺利顶出。 复位: 合模时,动模部分向前运动,斜导柱先插入滑块的斜孔,引导滑块克服弹簧钉的阻力,向内复位。 最终,铲机的斜面压紧滑块斜面,完成合模。
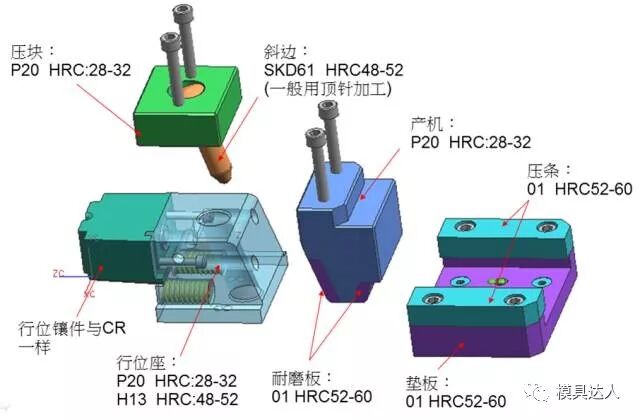
二、核心结构“五要素”与设计要点
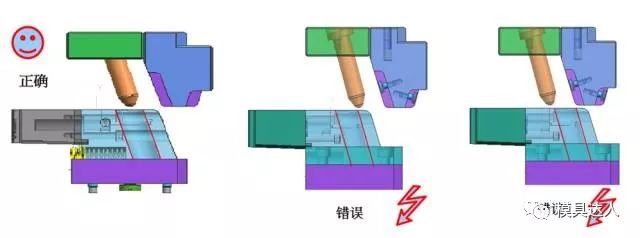
(斜导柱 / 油缸) | 驱动滑块运动 | - 角度: 15°-25°为宜,最大不超过25°。角度越大,抽芯力越大,但所需开模行程也越长。 - 提前开模: 斜导柱必须在开模时比铲机提前5-10mm脱离滑块,否则会撞模! 油缸: - 行程可控,可延时动作,适用于长行程、大型滑块。 | |
(铲机 / 锁紧块) | 承受注射压力 | - 锁紧角必须大于斜导柱角度2°-3°!这是为了防止合模时铲机与滑块发生干涉,俗称“让位”。 - 材料需淬火处理,硬度高于滑块本体,耐磨。 | |
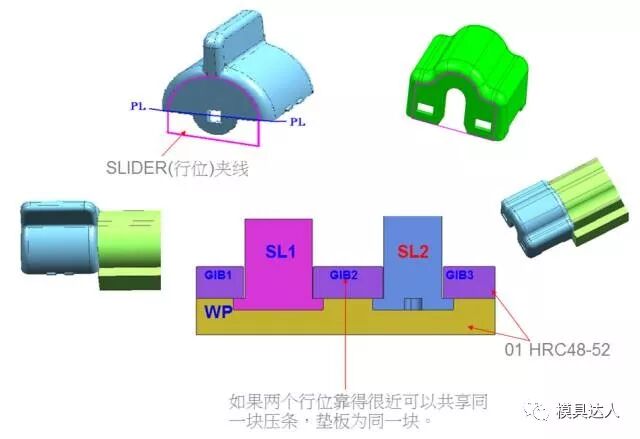
(滑块本体 + 压板/耐磨板) | - 间隙: 单边配合间隙0.03-0.05mm,既保证灵活又不产生飞边。 - 耐磨: 滑块底部和两侧应安装耐磨板(油钢或铜合金),方便更换和维护。 | ||
(弹簧钉 / 限位螺丝) | 防止滑块掉落或移位 | - 限位螺丝/波子螺丝: 用于中大型滑块,定位更可靠。 - 确保滑块在完全抽芯后,滑块芯仍至少有2/3的长度留在模框内,以保证复位精度。 | |
(滑块芯 / 滑块镶件) | - 设计冷却水路,尤其是大型滑块,否则散热不良会影响周期和产品质量。 - 设置排气槽,防止困气导致烧焦或充填不满。 |
三、滑块的常见类型
按动力源分: 斜导柱滑块: 最常用,成本低,依赖开模动作。 油缸滑块: 动力独立,行程和动作顺序可灵活控制,用于复杂模具。 弹簧滑块(哈夫块): 用于简单的内侧抽芯,靠弹簧力驱动,复位靠塑料压力。 按结构分: 整体式滑块: 滑块与成型部分为一体,刚性好,但损坏后维修困难。 镶拼式滑块: 主流设计,成型部分为镶件,优点如上所述。 内抽芯滑块(斜顶): 严格来说斜顶是滑块的一种特殊形式,用于产品内部的倒扣。
四、滑块设计审查清单(防错设计)
[ ] 锁紧角比斜导柱角大2°以上。 [ ] 斜导柱比铲机提前5-10mm脱离。 [ ] 滑块行程 = 倒扣深度 + 安全值(1-3mm)。 [ ] 导滑槽长度足够(≥1.5倍滑块宽)。 [ ] 有限位装置,且限位可靠。 [ ] 滑块芯已设计为镶件,并考虑了冷却和排气。 [ ] 运动路径上无干涉(顶针、水路、螺丝等)。
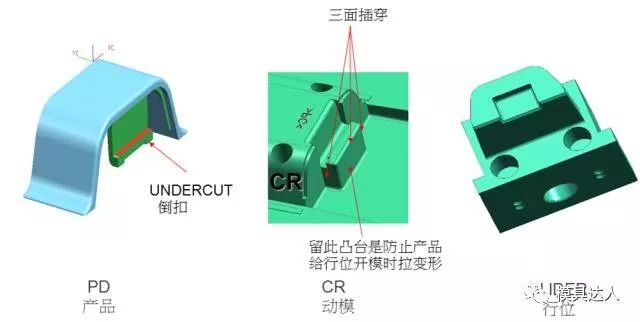
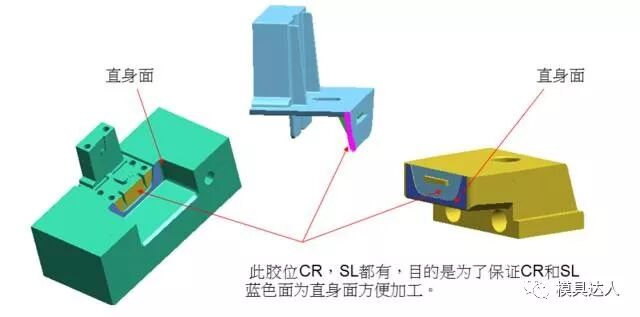
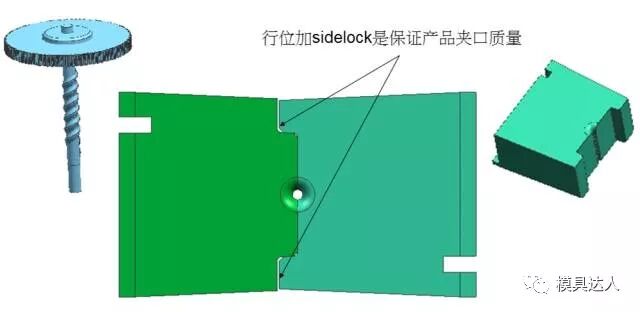
4.产品与模具滑块
案例1:
案例2:
案例3:
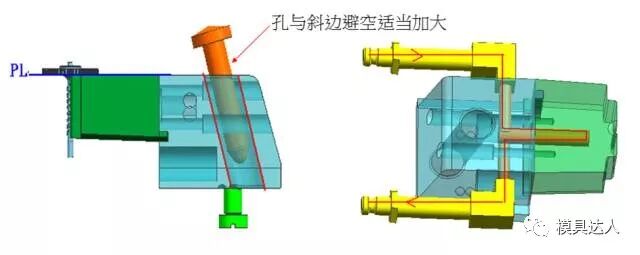
产品属于外螺纹,一般情况下可以做行位方式出模,但不是所有都可以。所以用出模角分析是否在行位出模方向是否有倒扣。倒扣为多少?如果是三几个C的看产品公差是否抵消。
为了防止产品粘前模所以设计行位延时开模,前后模已打开一部分但是行位还没有滑动,通过行位把产品夹住(有扣位)保证产品在后模。产品柱子大部分在行位上,所以行位要设计运水冷却!
案例4:
案例5:
