UG五轴编程中远离直线刀轴的原理、案例及注意事项
在UG五轴编程中,刀轴控制是决定加工精度、表面质量和加工效率的核心环节,其中“远离直线”刀轴作为常用的可变刀轴控制方式,虽常应用于四轴联动加工场景,但其本质仍属于五轴编程的刀轴控制范畴,尤其适用于凸轮、异形回转件等具有连续曲面特征的零件加工。本文将详细解析远离直线刀轴的定义、核心原理,结合工作中的典型应用案例,梳理实操过程中的关键注意事项,为编程人员提供实用的技术参考。

一、远离直线刀轴的定义与核心原理
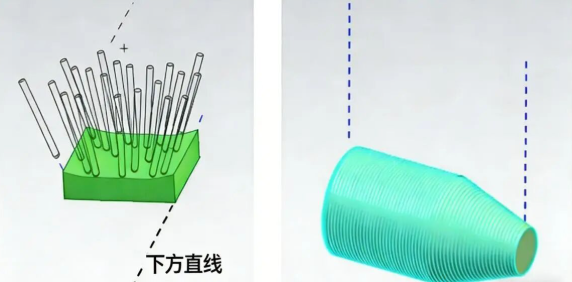
远离直线刀轴,本质是一种以空间直线为参考基准的可变刀轴控制策略,其核心特征:编程时指定一条空间参考直线(通常设置在工件下方),加工过程中刀具刀尖始终指向该参考直线,且刀具围绕这条直线做摆动运动,进而实现对工件曲面的多轴联动加工。需要明确的是,远离直线刀轴虽多应用于四轴联动加工(仅一个旋转轴配合线性轴运动),但在五轴机床中也可灵活适配,是连接四轴与五轴编程的重要刀轴控制方式。
从原理层面来看,远离直线刀轴的核心是通过UG软件的矢量计算,确保刀具轴线(刀尖指向刀柄的方向)始终垂直于参考直线,且刀轴矢量从参考直线指向刀柄,参考直线需位于刀具与待加工零件几何体的另一侧,这也是“远离”一词的核心内涵——刀具始终背离参考直线所在侧,避免加工过程中刀杆与工件、夹具发生干涉。其数学逻辑为:以参考直线为基准,实时计算刀尖到直线的垂足,刀轴矢量始终沿垂足与刀尖的连线向外,且保持与参考直线垂直,随着刀具沿加工轨迹移动,垂足位置同步变化,刀轴也随之围绕参考直线摆动,形成连续、平滑的可变刀轴运动轨迹。
在UG编程操作中,远离直线的参考直线可通过多种方式定义,包括两点构造、零件边线提取、基准轴创建或表达式参数化生成,灵活适配不同零件的加工需求,同时可结合倾斜角、扭转角等附加参数实现刀轴微调,进一步提升工艺柔性。这种刀轴控制方式的核心优势的是,能让刀具始终以合理的角度贴合工件曲面,尤其适合加工具有回转特征但非完整圆柱面的零件,既保证切削刃均匀受力,又能有效避免过切、欠切问题,提升加工表面粗糙度。
二、工作中常用应用案例
远离直线刀轴的核心应用场景是四轴联动加工,其中凸轮加工是最典型、最常用的案例,同时也可拓展应用于其他具有连续曲面的四轴加工场景,以下结合实操细节介绍2个核心案例,贴合车间实际加工需求。
(一)圆柱凸轮四轴联动加工案例
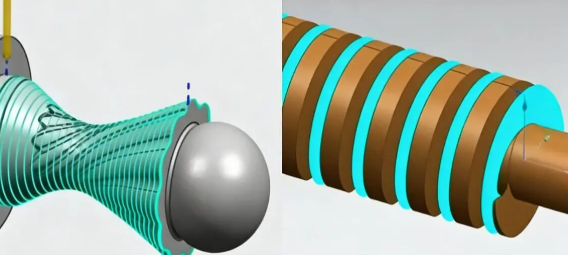
圆柱凸轮是机械传动中的常用零件,其外表面或内槽具有复杂的曲面轮廓,且需围绕自身轴线旋转加工,恰好适配远离直线刀轴的加工特点。该案例中,参考直线设置为凸轮自身的回转轴线(位于工件下方,与凸轮轴线重合),采用四轴联动(X轴、Z轴线性运动+A轴旋转运动),刀具围绕参考直线摆动,实现凸轮曲面的精加工。
具体编程与加工流程如下:首先在UG中导入凸轮模型,确定加工坐标系,将凸轮装夹在四轴机床的三爪卡盘上,校正工件轴线与A轴旋转中心重合;其次,创建可变轮廓铣操作,选择待加工凸轮曲面作为部件几何,定义驱动几何(通常采用曲面驱动或曲线驱动);然后,在刀轴控制中选择“远离直线”,通过两点构造(凸轮两端面中心)创建参考直线,确保直线位于工件下方且与凸轮轴线完全重合;最后,设置合理的切削参数,生成刀路后进行仿真验证,确认无干涉后进行实际加工。
该案例中,远离直线刀轴的优势尤为突出:凸轮曲面的曲率不断变化,刀具围绕参考直线摆动时,能实时调整刀轴角度,使切削刃始终贴合曲面,避免了固定刀轴导致的过切或加工不充分问题;同时,四轴联动配合远离直线刀轴,无需多次装夹,一次完成凸轮曲面加工,大幅提升加工效率和尺寸精度,尤其适合批量生产中的凸轮加工。
(二)异形回转件四轴加工案例
除凸轮外,远离直线刀轴还适用于具有倾斜曲面的异形回转件加工,例如带倾斜槽的轴类零件、简易叶轮叶片等。此类零件的特点是,曲面围绕某一固定轴线(参考直线)分布,且曲面倾斜角度不断变化,固定刀轴无法满足加工要求,而远离直线刀轴可通过摆动适配曲面变化。
以带倾斜槽的轴类零件为例,参考直线设置为轴类零件的回转轴线(位于工件下方),加工时刀具围绕该直线摆动,配合X轴线性运动和A轴旋转运动,实现倾斜槽的四轴联动加工。编程时,需先创建参考直线,确保直线与零件回转轴线重合,避免刀轴摆动偏移;驱动方式选用曲线驱动,提取倾斜槽的轮廓曲线作为驱动曲线,刀轴控制选择远离直线,同时设置5°左右的侧倾角微调,进一步规避刀杆与零件的干涉问题。加工过程中,刀具刀尖始终指向参考直线,刀轴随倾斜槽的角度变化同步摆动,确保切削刃均匀切削,加工后的倾斜槽表面光滑,尺寸误差可控制在±0.01mm以内,满足装配要求。
三、实操注意事项
远离直线刀轴虽操作相对简单,但在编程和加工过程中,若细节把控不到位,易出现干涉、过切、尺寸偏差等问题,结合车间实操经验,梳理以下4点关键注意事项,供编程和操作人员参考。
第一,参考直线的定义需精准。参考直线是远离直线刀轴的核心基准,其位置和方向直接决定刀轴摆动轨迹,若参考直线偏移,会导致刀轴角度错误,进而引发过切或欠切。实操中,优先通过零件的基准轴线、两端面中心等特征创建参考直线,避免手动输入坐标导致偏差;同时需确认参考直线位于工件下方,且与加工轨迹的中心保持一致,创建后需通过UG的测量工具验证直线位置,确保无偏差。首次编程时,可采用较大步距试跑刀路,检查刀轴变化是否连续,确认无误后再细化参数。
第二,避免刀杆干涉。远离直线刀轴加工时,刀具围绕参考直线摆动,刀杆易与工件的凸起部分、夹具发生干涉,尤其是加工深腔、内槽类零件(如凸轮内槽)时,干涉风险更高。应对措施:选用短刀杆刀具,减少刀杆伸出长度;编程时设置检查几何,将工件非加工面、夹具作为检查体,生成刀路后进行动态仿真,重点观察刀杆与检查体的距离,若出现干涉,调整刀轴摆动角度或修改参考直线位置;必要时可通过偏置辅助曲面的方式,优化刀轴轨迹,规避干涉。
第三,合理设置切削参数与刀具。切削参数需结合零件材料、刀具类型和加工精度调整,四轴联动加工时,进给速度和主轴转速不宜过高,避免因刀轴摆动导致切削不稳定,进而影响表面质量;步距设置需根据曲面曲率调整,曲率较大的部位(如凸轮曲面的拐点),步距需适当减小,曲率平缓的部位可适当增大步距,兼顾效率与精度。刀具选用方面,优先选用球头铣刀或圆角立铣刀,球头铣刀适合曲面精加工,能有效减少表面刀痕;圆角立铣刀适合开粗和半精加工,提升切削效率,避免刀具崩刃。
第四,重视仿真验证与试切。远离直线刀轴的刀路轨迹较为复杂,尤其是曲面曲率变化较大时,仅凭视觉检查难以发现问题。编程完成后,必须通过UG的刀路仿真功能,动态观察刀具的运动轨迹、刀轴摆动情况,检查是否存在过切、干涉、刀路断裂等问题;仿真无误后,进行试切加工,选用废料或工件余料进行试切,测量试切件的尺寸和表面质量,调整切削参数、刀轴角度等,直至满足加工要求后,再进行批量加工。同时,加工过程中需实时监控机床运行状态,若出现异常振动、异响,立即停机检查,避免设备和工件损坏。
四、总结
远离直线刀轴作为UG五轴编程中常用的可变刀轴控制方式,其核心是以空间参考直线为基准,通过刀具围绕直线摆动,实现对凸轮、异形回转件等零件的四轴联动加工,兼具加工精度和效率优势。掌握其原理,明确参考直线的精准定义、刀杆干涉规避、切削参数优化等关键要点,结合实际案例反复实操,能有效提升编程效率和加工质量。在实际工作中,还可根据零件的具体结构,灵活调整参考直线的位置和刀轴摆动参数,拓展其应用场景,为复杂零件的多轴加工提供可靠的技术支撑。