注塑模具的常见缺陷是个什么鬼:缩水(凹陷详解
注塑成型过程中的**缩水(凹陷)**是常见缺陷之一,主要表现为制品表面或厚壁区域出现局部凹陷,直接影响产品外观和结构强度。以下是针对缩水问题的详细解析及解决方案: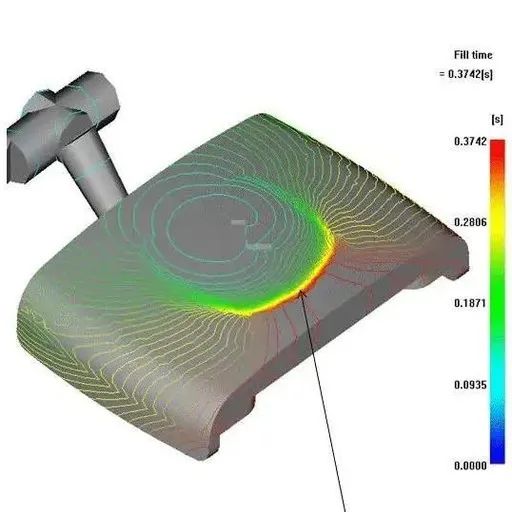
一、缩水(凹陷)的成因分析
1. 材料收缩特性
材料收缩率差异:不同材料收缩率不同(如PP收缩率1.5-2.5%,ABS收缩率0.4-0.7%),厚壁区域因冷却慢导致收缩更明显。
结晶性材料:如PP、PA等结晶性材料,冷却时分子排列致密化,体积收缩显著。
2. 工艺参数不当
保压不足:保压压力或时间不足,熔体补缩不充分。
冷却不均:厚壁区域冷却速度慢,与薄壁区收缩差异大。
熔体温度过高:高温熔体冷却时温差大,收缩加剧。
3. 模具设计缺陷
浇口设计不合理:浇口位置或尺寸不当,导致补缩通道受阻。
冷却系统低效:厚壁区域冷却水路不足,局部温度过高。
壁厚突变:制品设计存在壁厚差异过大的区域(如加强筋根部)。
二、缩水的解决方案
1. 工艺参数优化
保压压力与时间:
保压压力:一般为注射压力的 50-80%,厚壁制品需更高压力(如PP制品保压压力60-80MPa)。
保压时间:需覆盖浇口封冻时间(通常通过模流分析确定)。
冷却时间延长:延长厚壁区域冷却时间(如PP制品冷却时间=壁厚²×1.5秒/mm²)。
熔体温度控制:降低熔体温度以减少收缩(如PA66熔温建议260-280℃)。
2. 模具设计改进
浇口优化:
增大浇口尺寸或采用多点浇口,确保补缩通道畅通。
浇口位置靠近厚壁区域,缩短熔体流动路径。
冷却水路设计:
厚壁区域增加随形冷却水路(如3D打印模具镶件)。
采用异型水路或热管技术强化冷却效率。
制品结构设计:
避免壁厚突变,采用渐变过渡设计(如加强筋厚度≤主壁厚的60%)。
在允许范围内减小制品整体壁厚(如PP制品推荐壁厚1.5-4mm)。
3. 材料选择与处理
低收缩材料:
选用填充改性材料(如PP+30%玻纤,收缩率降至0.3-0.6%)。
使用成核剂(如滑石粉、云母)促进结晶均匀化。
材料干燥:对吸湿性材料(如PA)充分干燥(PA6:80℃/4-6小时)。
三、典型案例与数据参考
案例:家电外壳PP制品厚壁凹陷
问题:外壳转角处壁厚5mm,表面凹陷深度0.3mm。
解决方案:
在厚壁区域增加螺旋式冷却水路,冷却效率提升30%。
浇口尺寸从φ2mm扩大至φ3mm。
保压压力从50MPa提升至70MPa,保压时间从8秒延长至12秒。
模具温度从40℃提高至60℃,降低熔体温度至220℃。
工艺调整:
模具改进:
材料替换:改用PP+20%滑石粉,收缩率从1.8%降至1.2%。
结果:凹陷深度减少至0.05mm,达到外观标准。
四、预防缩水的先进技术
模流分析(Moldflow/Moldex3D):
提前预测缩水风险区域,优化保压曲线和冷却方案。
分析指标:体积收缩率(目标<5%)、缩痕指数(目标<0.1mm)。
随形冷却模具:
通过金属3D打印(如SLM技术)制造复杂冷却水路,缩短冷却时间20-40%。
智能保压控制:
使用压力传感器实时监测模内压力,动态调整保压参数。
五、总结
缩水问题的本质是材料收缩与补缩不足的平衡失控,需从材料、模具、工艺三方面协同优化:
关键参数:保压压力/时间 > 浇口封冻时间 > 冷却效率。
设计原则:壁厚均匀化、浇口补缩优先、冷却系统针对性强化。
技术趋势:模流分析智能化、随形冷却模具普及、高精度压力反馈控制。
通过系统性改进,可将缩水缺陷率从行业平均的 3-5% 降低至 0.5%以下。